
















 1033 / 1512
1033 / 1512

1E OFFICINE DI VIIIAR PEROSA
T -----T" a I T " Il
I
M I
L
'industria italiana dei cuscinetti a sfere è rap
presentata quasi esclusivamente dalla Società
Anonima «
Officine Villar Perosa
» che prov
vede da sola a quasi tutte le richieste del mercato
italiano, richieste che aumentano incessantemente
in seguito allo sviluppo sempre crescente delle
Industrie che utilizzano i cuscinetti a sfere, ed alla
generalizzazione dell’impiego di questi.
La Società Anonima «
Officine Villar Perosa
»
possiede due importanti Stabilimenti a Torino e
a Villar Perosa.
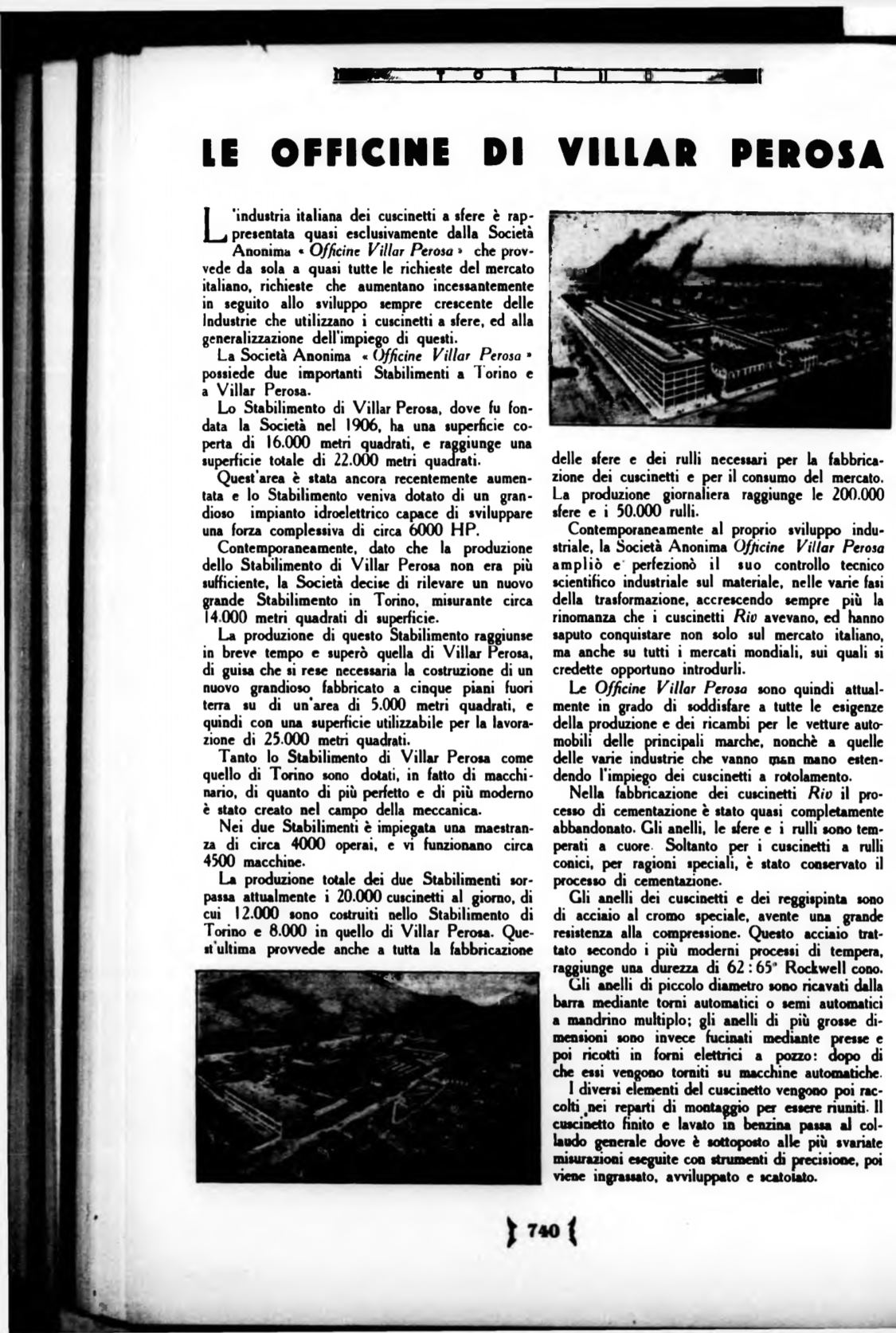
Lo Stabilimento di Villar Perosa, dove fu fon
data la Società nel 1906, ha una superficie co
perta di 16.000 metri quadrati, e raggiunge una
superficie totale di
22.000
metri quadrati.
Quest'area è stata ancora recentemente aumen
tata e lo Stabilimento veniva dotato di un gran
dioso impianto idroelettrico capace di sviluppare
una forza complessiva di circa 6000 HP.
Contemporaneamente, dato che la produzione
dello Stabilimento di Villar Perosa non era più
sufficiente, la Società decise di rilevare un nuovo
grande Stabilimento in Torino, misurante circa
14 000 metri quadrati di superficie.
La produzione di questo Stabilimento raggiunse
in breve tempo e superò quella di Villar Perosa,
di guisa che si rese necessaria la costruzione di un
nuovo grandioso fabbricato a cinque piani fuori
terra su di un’area di 5.000 metri quadrati, e
quindi con una superficie utilizzabile per la lavora
zione di 25.000 metri quadrati.
Tanto lo Stabilimento di Villar Perosa come
quello di Torino sono dotati, in fatto di macchi
nario, di quanto di più perfetto e di più moderno
è stato creato nel campo della meccanica.
Nei due Stabilimenti è impiegata una maestran
za di circa 4000 operai, e vi funzionano circa
4500 macchine.
La produzione totale dei due Stabilimenti sor
passa attualmente i
20.000
cuscinetti al giorno, di
cui 12.000 sono costruiti nello Stabilimento di
Torino e
8.000
in quello di Villar Perosa. Que
st ultima provvede anche a tutta la fabbricazione
-V
■XK,r'4L
m
-Sta-
'
■*
i
* v ■
-Mi
delle sfere e dei rulli necessari per la fabbrica
zione dei cuscinetti e per il consumo del mercato.
La produzione giornaliera raggiunge le 200.000
sfere e i 50.000 rulli.
Contemporaneamente al proprio sviluppo indu
striale, la Società Anonima
Officine Villar Perosa
ampliò e perfezionò il suo controllo tecnico
scientifico industriale sul materiale, nelle varie fasi
della trasformazione, accrescendo sempre più la
rinomanza che i cuscinetti
Rio
avevano, ed hanno
saputo conquistare non solo sul mercato italiano,
ma anche su tutti i mercati mondiali, sui quali si
credette opportuno introdurli.
Le
Officine Villar Perosa
sono quindi attual
mente in grado di soddisfare a tutte le esigenze
della produzione e dei ricambi per le vetture auto
mobili delle principali marche, nonché a quelle
delle varie industrie che vanno gi&n mano esten
dendo l'impiego dei cuscinetti a rotolamento.
Nella fabbricazione dei cuscinetti
Rio
il pro
cesso di cementazione è stato quasi completamente
abbandonato. Gli anelli, le sfere e i rulli sono tem
perati a cuore. Soltanto per i cuscinetti a rulli
conici, per ragioni speciali, è stato conservato il
processo di cementazione.
Gli anelli dei cuscinetti e dei reggispinta sono
di acciaio al cromo speciale, avente una grande
resistenza alla compressione. Questo acciaio trat
tato secondo i più moderni processi di tempera,
raggiunge una durezza di 62 :6 5 ’ Rockwell cono.
Gli anelli di piccolo diametro sono ricavati dalla
barra mediante torni automatici o semi automatici
a mandrino multiplo; gli anelli di più grosse di
mensioni sono invece fucinati mediante presse e
poi ricotti in forni elettrici a pozzo: dopo di
che essi vengono torniti su macchine automatiche.
I
diversi elementi del cuscinetto vengono poi rac
colti tnei reparti di montaggio per essere riuniti. Il
cuscinetto finito e lavato in benzina passa al col
laudo generale dove è sottoposto alle più svariate
misurazioni eseguite con strumenti di precisione, poi
viene ingrassato, avviluppato e scatolato.
I
%